




| 3660 — 27 — 0.9 мм. |
| длина, ширина, толщина |
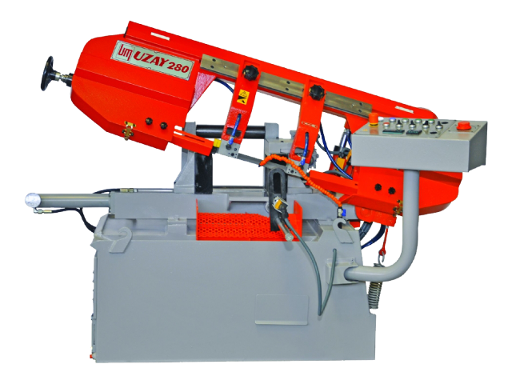
В чем преимущества ленточнопильного станка с автоматической подачей заготовки в зону реза?
Устанавливаем требуемую длину отрезаемой заготовки и ее диаметр, указываем количество резов, а также скорость движения пилы и необходимую подачу. Нажимаем кнопку «ПУСК» и дальнейший процесс идет без участия оператора. Высокая производительность резки, незначительный расход материала, за счет малой ширины пропила, точность и качество среза делают этот станок универсальным и экономичным.
| 3660 — 27 — 0.9 мм. |
| длина, ширина, толщина |
| 650 мм. |
| от основания, на котором установлен станок, до рабочей площадки тисков |
| от 20 до 100 м/мин. |
| (метров в минуту) |
| 614 кг. |
| в базовой комплектации |
| 2000 — 1300 — 2000 мм. |
| длина, ширина, высота |
Основной принцип работы ленточнопильного станка заключается в распиливании заготовки при помощи сваренной в кольцо ленточной пилы, которая непрерывно движется в одном направлении. Реализация данного принципа обеспечивается за счет специальной конструкции станка. Станок UMSO 280, как и большинство подобных ему ленточнопильных станков консольного типа, состоит из станины, пильного узла, гидравлических и электрических органов управления и вспомогательных механизмов.
Основой пильного узла является сварная пильная рама. Снаружи на пильную раму крепиться мотор-редуктор - это главный привод ленточнопильного станка, который приводит в движение один из двух шкивов, расположенных внутри рамы. На шкивы надевается ленточная пила сваренная в кольцо. Специальный механизм, соединенный с ведомым шкивом, посредством перемещения последнего, производит натяжение ленточного полотна между шкивами. Позиционирование ленточного полотна над областью реза обеспечивают чугунные стойки, на которых закреплены узлы твердосплавных направляющих ленточного полотна. Так же в пильный узел входят и другие вспомогательные системы обеспечивающие процесс пиления, безопасность и контроль.
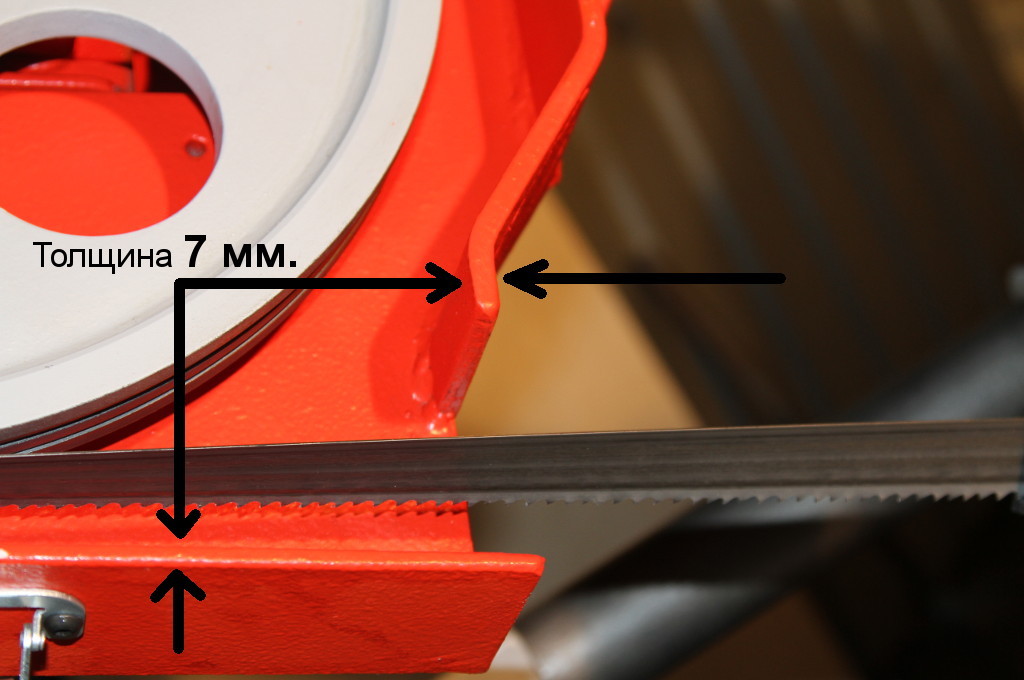
ПИЛЬНАЯ РАМА
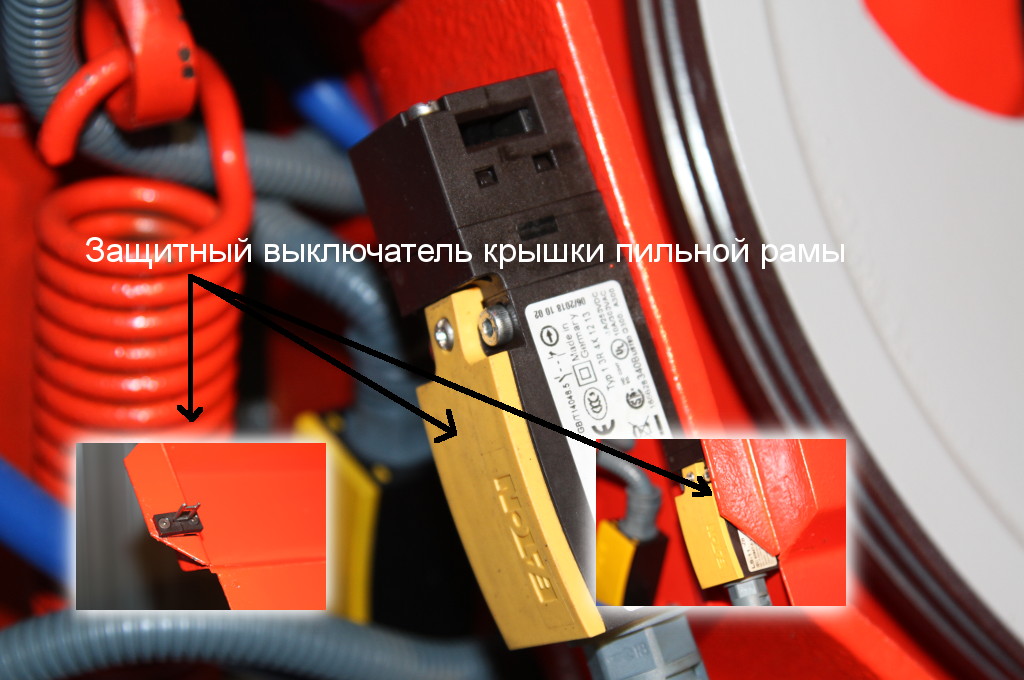
Представляет собой сварную конструкцию из квадратного профиля и листового металла толщиной 7 мм., что обеспечивает требуемую жёсткость. Комплектуется крышкой, которая закрывает пилу и шкивы, обеспечивая надёжную защиту оператора в процессе работы. При открытии крышки срабатывает защитный концевой выключатель, который отключает главный привод. Повторный запуск процесса пиления возможен только после закрытия крышки. Кроме этого на крышке пильной рамы установлены подвижные защитные кожуха, которые закрывают видимую часть ленточного полотна до зоны пропила.
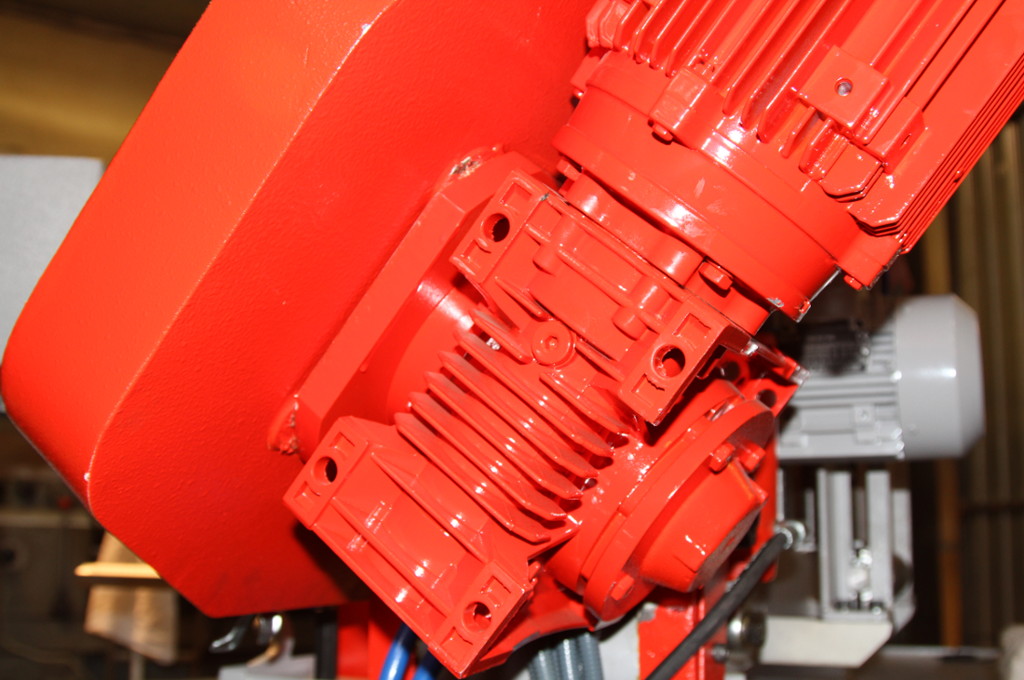
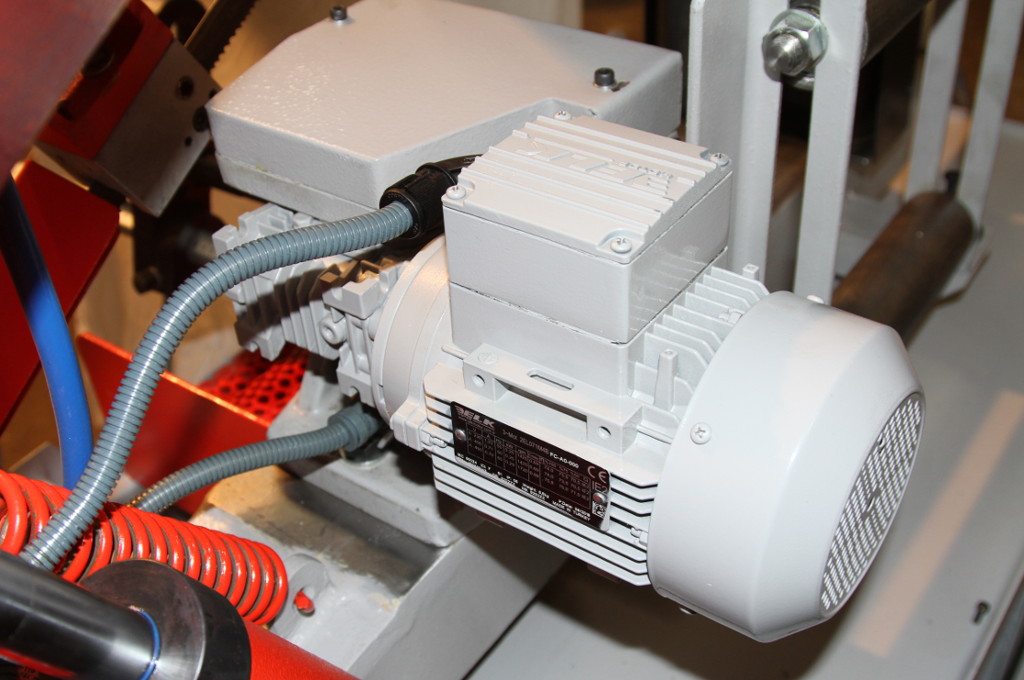
ГЛАВНЫЙ ПРИВОД
Главный привод станка – червячный мотор-редуктор Yilmaz Redüktör EV080.X2-2E90L/4C, мощностью 1.5 кВт, с передаточным отношением i=40. На тихоходном валу редуктора установлены специальный фланец и специальный цельный вал для соединения с ведущим шкивом ленточнопильного станка. Номинальный крутящий момент редуктора составляет 288 Нм. На станке нет ременной передачи – привод прямой и крепится непосредственно к пильной раме, образуя компактную и безопасную конструкцию. Бесступенчатая регулировка скорости вращения привода (скорости движения ленточного полотна) осуществляется при помощи частотного преобразователя.
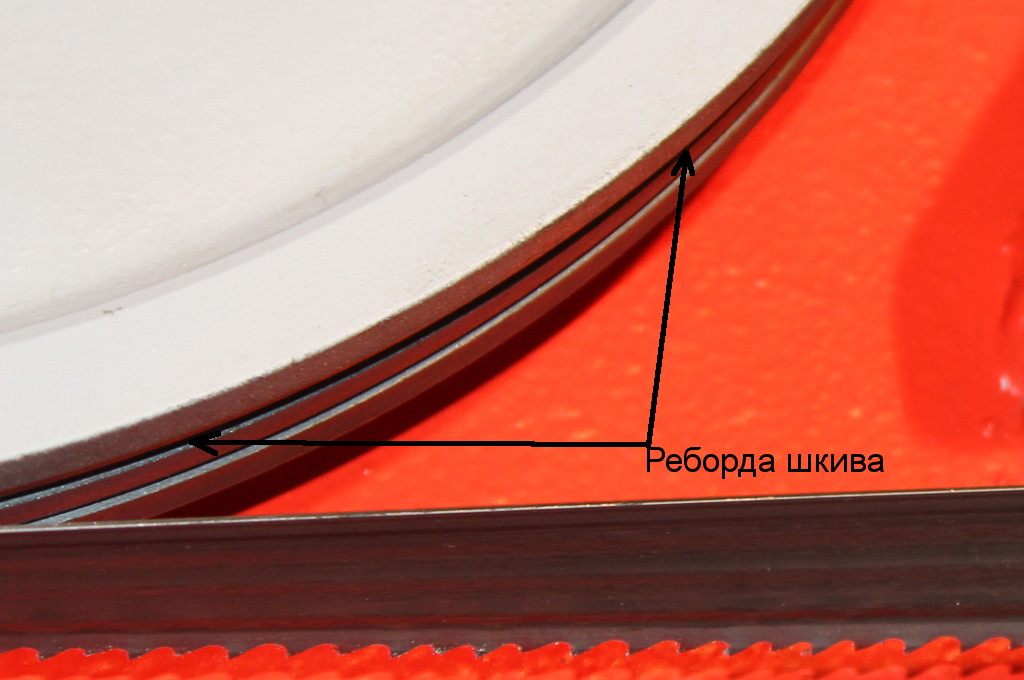
ШКИВЫ
В корпусе пильной рамы, ленточнопильного станка UMSO 280, симметрично расположены два шкива - ведущий и ведомый. Каждый представляет из себя чугунное литое колесо с ребордой. На шкивы ленточнопильного станка надевается ленточная пила, сваренная в кольцо. Ведущий шкив, при помощи специального фланца и вала, соединён непосредственно с выходным (тихоходным) валом мотор-редуктора главного привода. Крутящий момент передаётся посредством шпоночного соединения. Ведущий шкив крепится к специальному валу одним болтом через центральное отверстие. Ведомый (натяжной) шкив крепится корончатой гайкой на ось шарнира, который связан с салазками механизма натяжения пилы. Соосность шкивов регулируется специальным болтом высокой прочности.
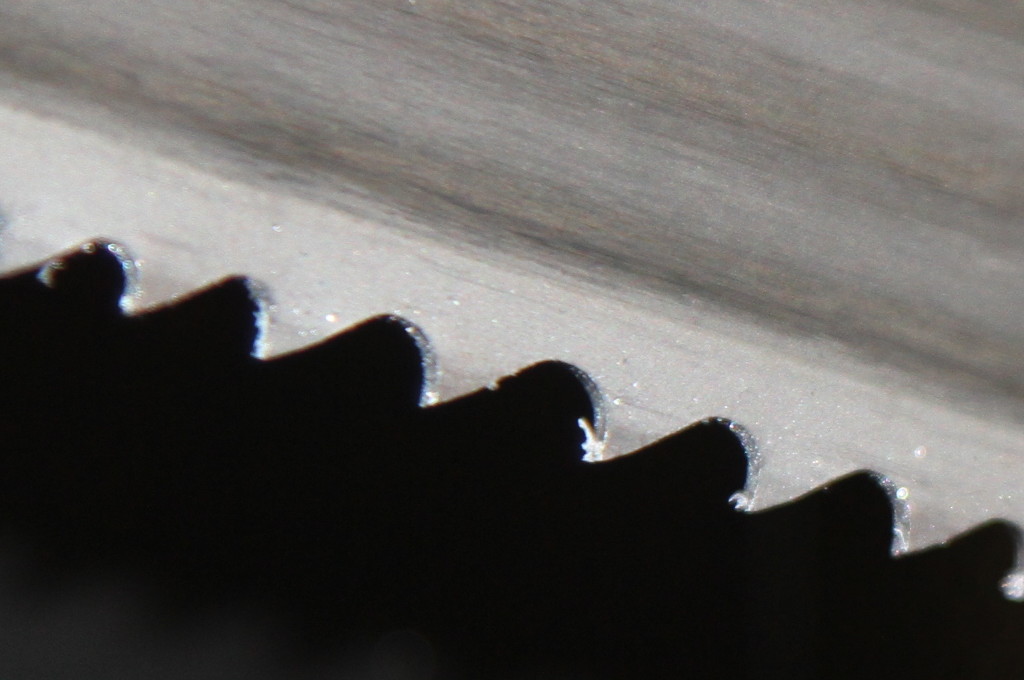
ЛЕНТОЧНАЯ ПИЛА
В комплекте со станком поставляется биметаллическая ленточная пила с зубьями из быстрорежущей стали марки М42, с переменным шагом. Для резки металлов зубья пилы должны быть твёрдыми, а полотно — гибким, поэтому полотна биметаллические (из двух металлов). Основа пилы изготовлена из пружинной стали, к ней электронно-лучевой сваркой приваривается полоса из быстрорежущей инструментальной стали, затем фрезеруются зубья и производится разводка. Сварка ленточной пилы в кольцо производится на автоматических аппаратах контактной дуговой сварки с последующим отпуском. Сварочной шов зачищается на специальных зачистных станках. Длина сваренной в кольцо ленточной пилы, для ленточнопильного автомата UMSO 280, составляет 3660 мм.
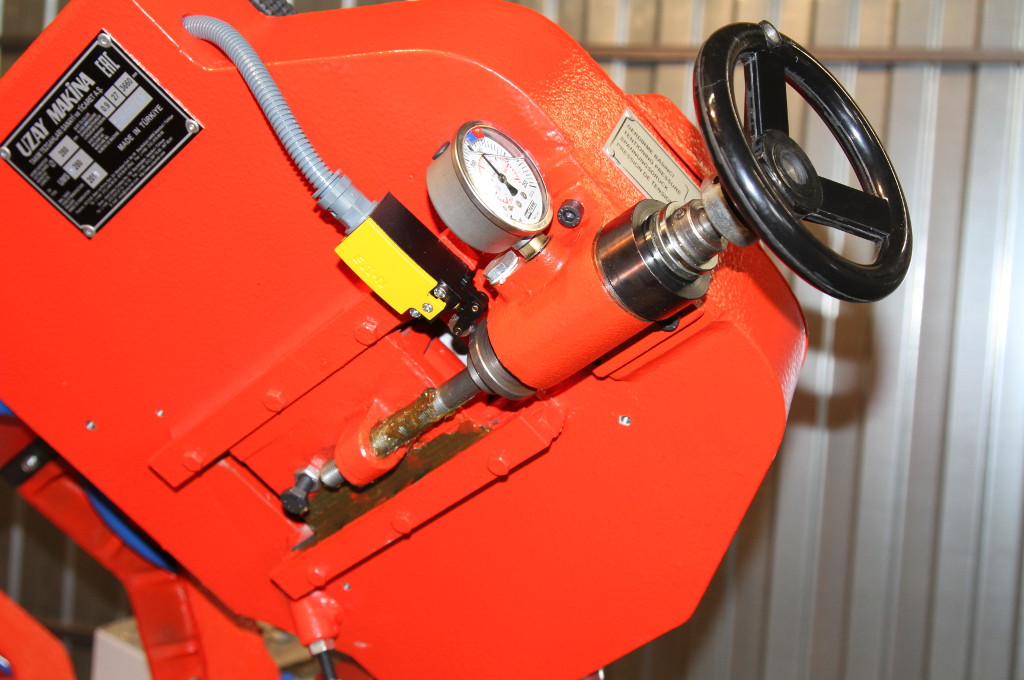
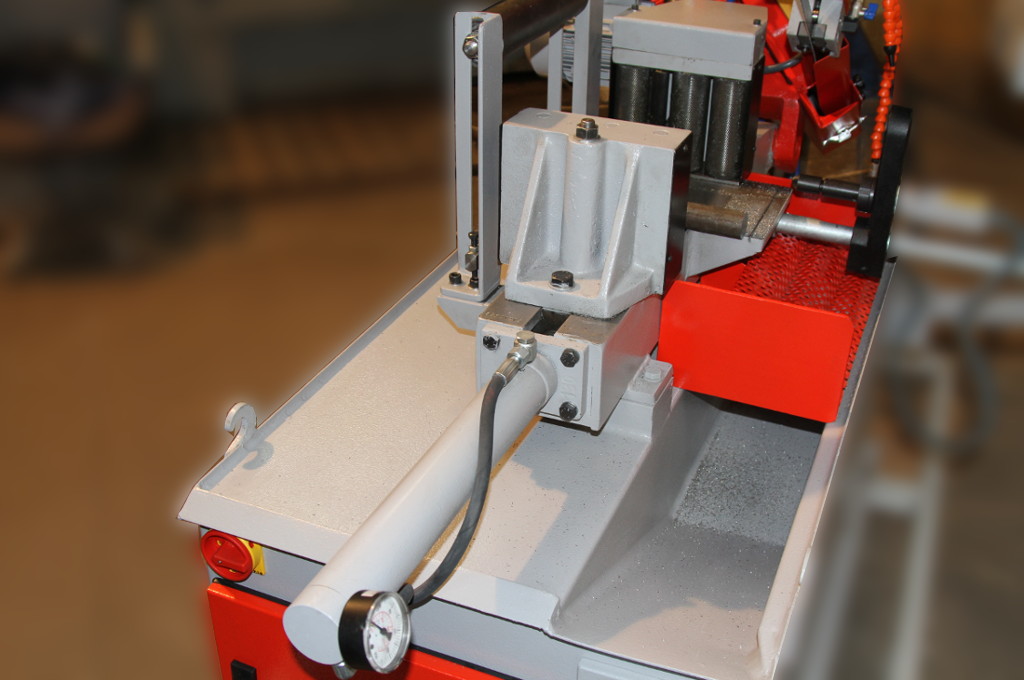
МЕХАНИЗМ НАТЯЖЕНИЯ ПИЛЫ
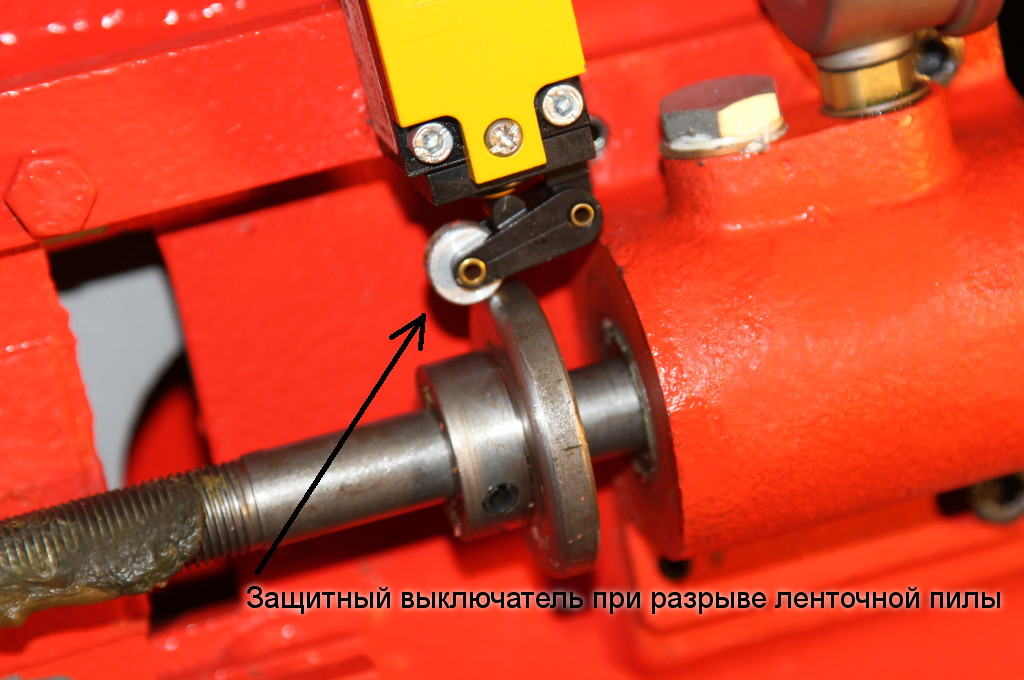
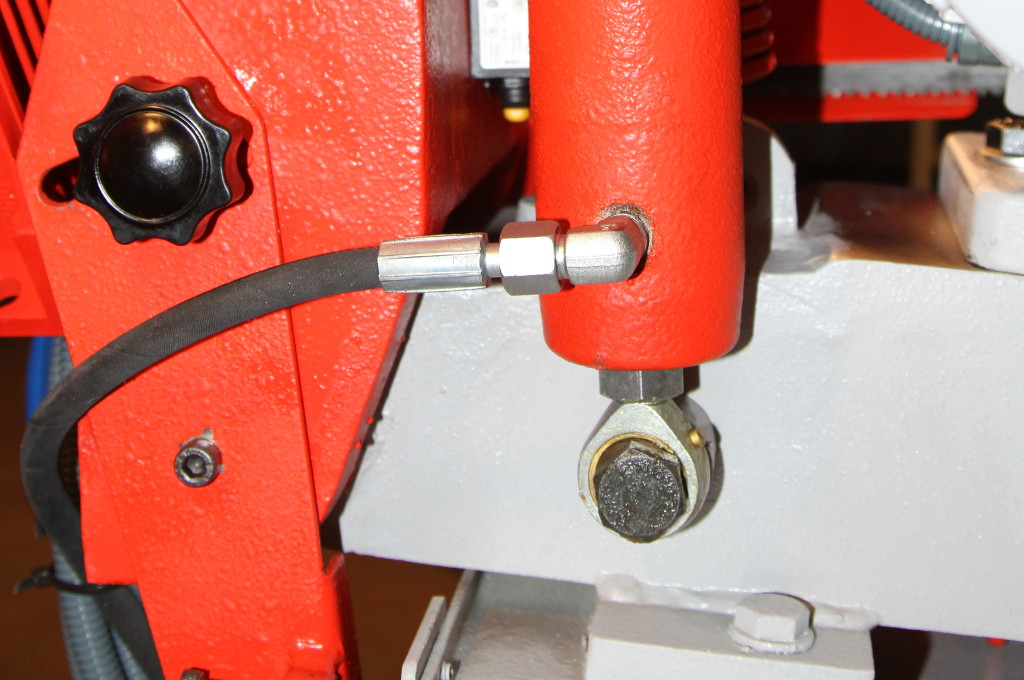
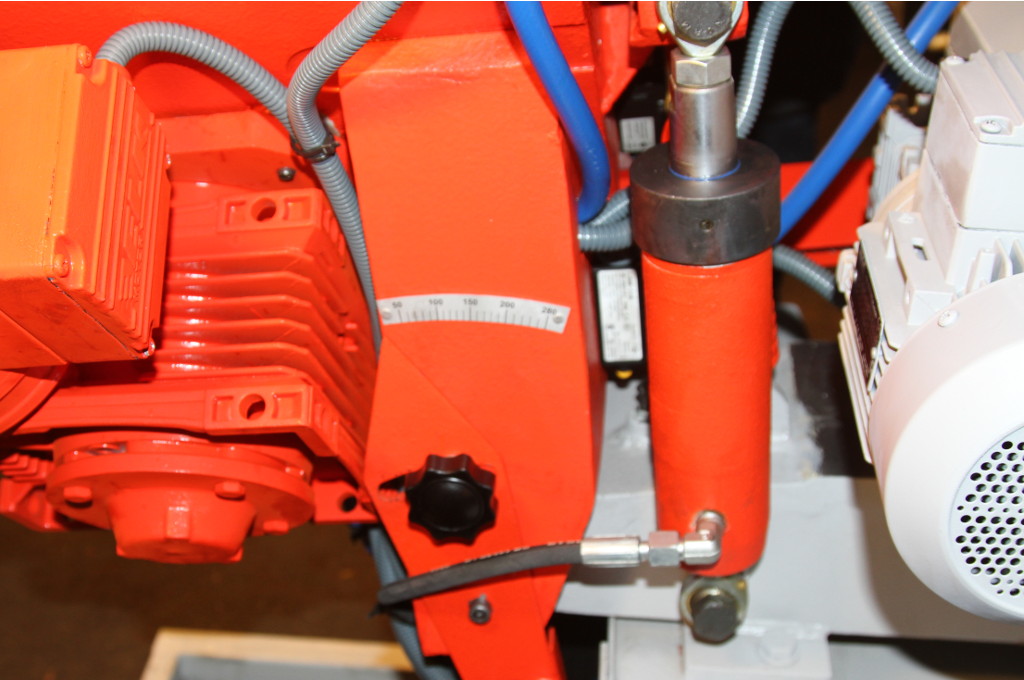
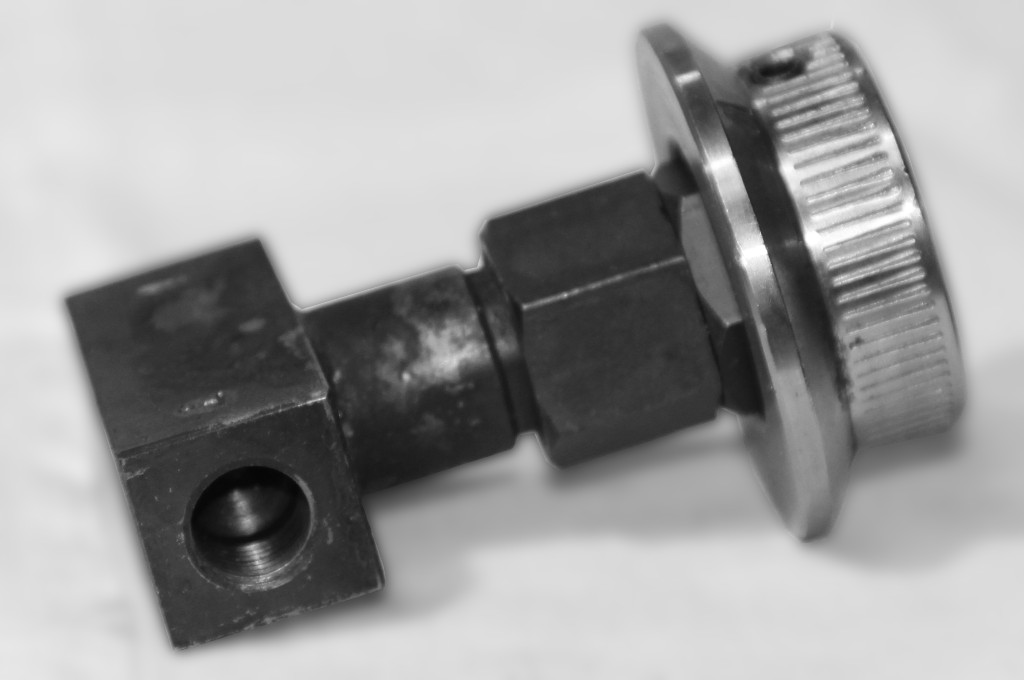
Ручной, с гидравлическим тензометром и системой автоматического выключения станка при разрыве пилы. Корпус механизма натяжения представляет собой гидроцилиндр с проходящим сквозь него по оси винтом. Винт связан с салазками. Винт вращается маховиком и салазки перемещают шкив, натягивая или ослабляя полотно пилы. Поршень, преодолевая сопротивление полотна, создаёт давление в гидроцилиндре, которое контролируется манометром. Если во время процесса пиления происходит разрыв ленточного полотна, то давлением, созданным в гидроцилиндре, винт отстреливается, а шайба, установленная на винте, перемещается. Происходит размыкание контактов концевого выключателя и главный привод станка отключается. Без натяжения полотна, защитный выключатель не включит главный привод. Контроль натяжения ленточного полотна осуществляется при помощи глицеринового манометра.
СТОЙКИ НАПРАВЛЯЮЩИХ ЛЕНТОЧНОЙ ПИЛЫ
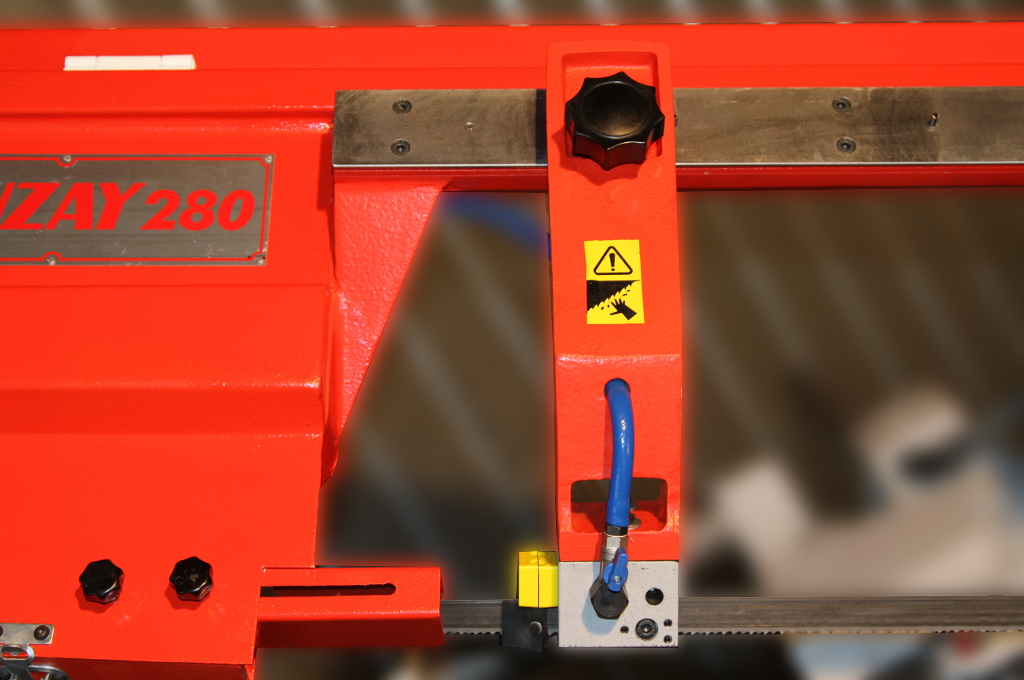
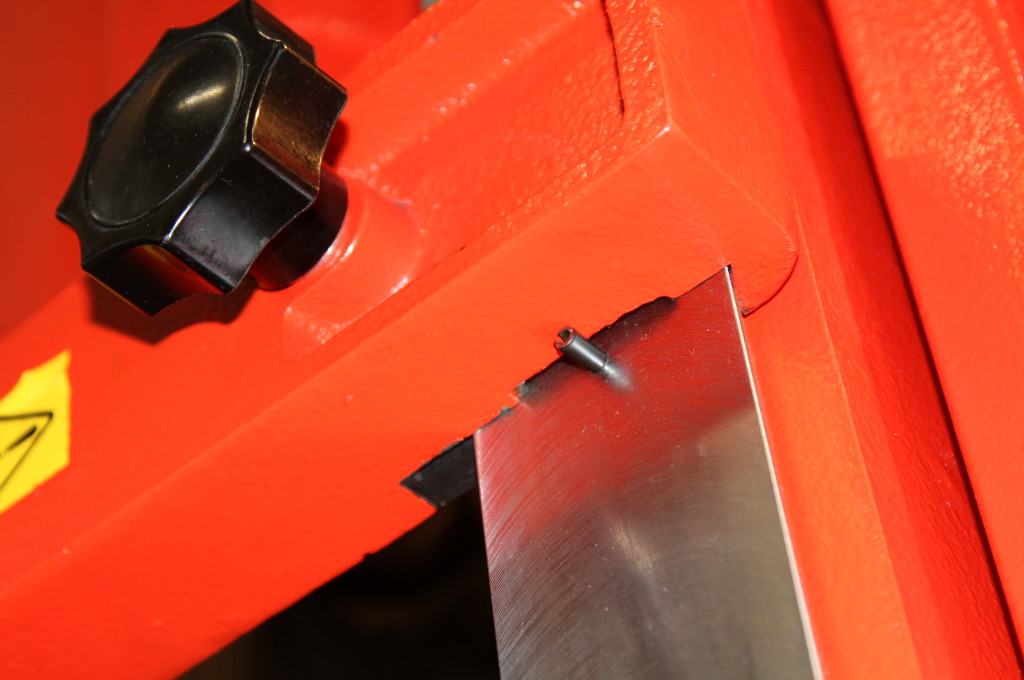
Представлены в виде двух подвижных чугунных стоек, с установленными на них узлами твердосплавных направляющих (УТНВ 280) ленточного полотна. Стойки направляющих перемещаются по специальной стальной рейке, закрепленной на пильной раме. Это соединение имеет конфигурацию ласточкиного хвоста. Положение каждой стойки фиксируется винтом с ручкой, что позволяет установить направляющие максимально близко к зоне реза, предотвращая вибрацию и прогиб ленточной пилы.
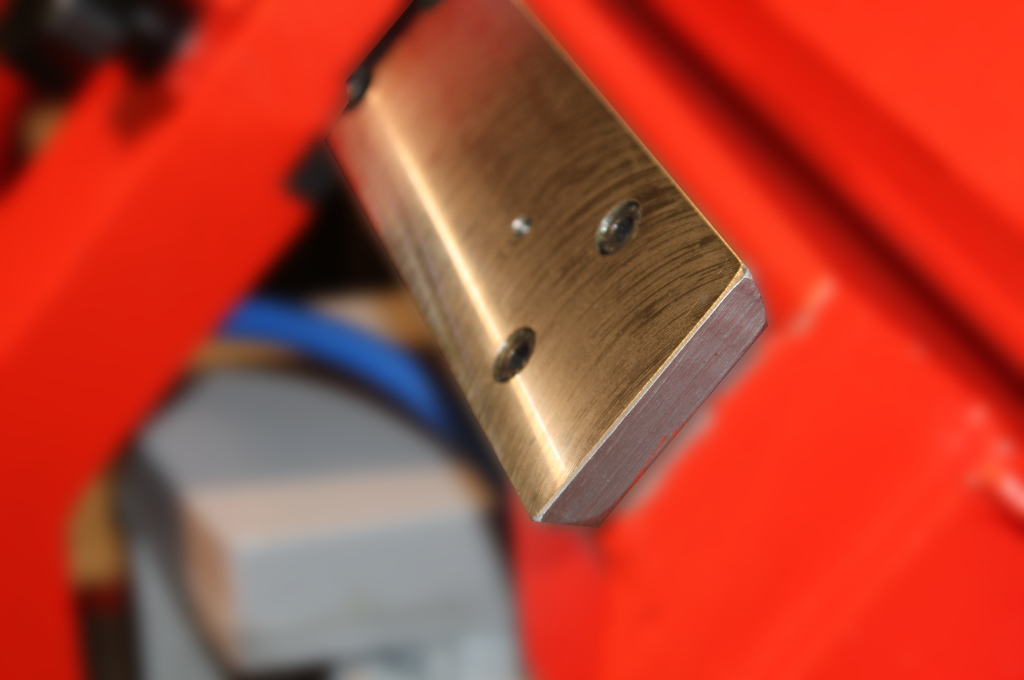
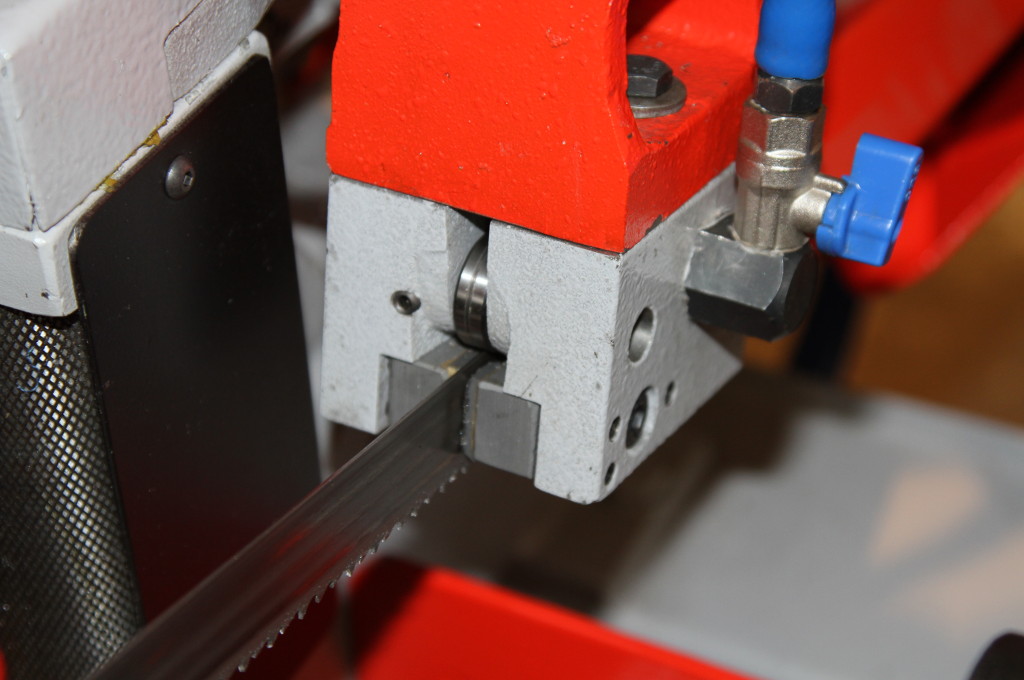
УЗЕЛ ТВЕРДОСПЛАВНЫХ НАПРАВЛЯЮЩИХ
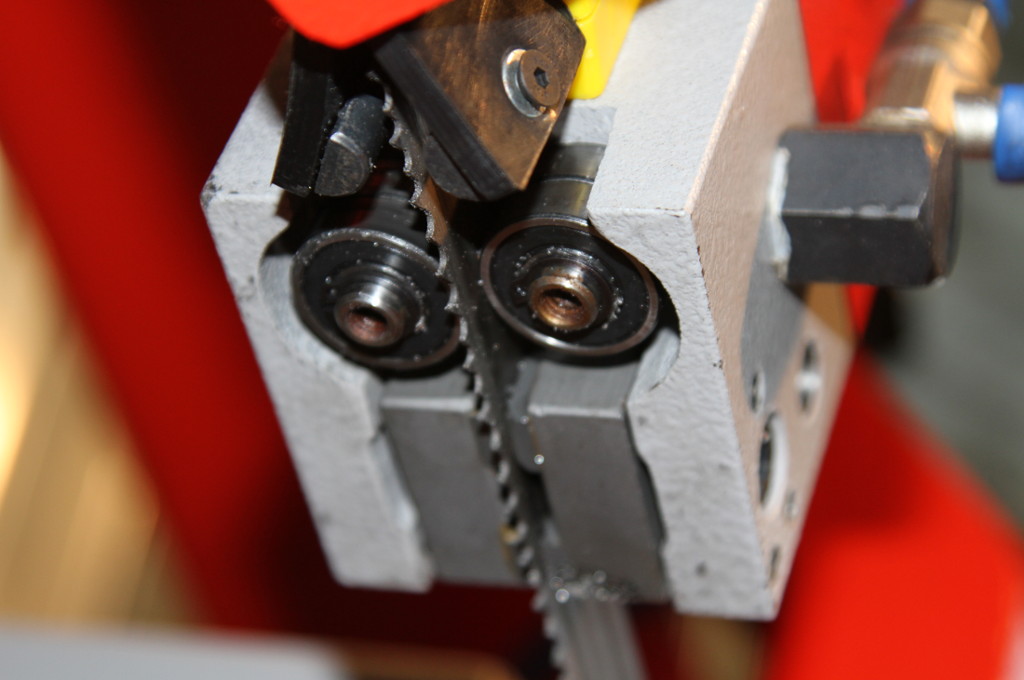
Узел твердосплавных направляющих (УТНВ 280) состоит из цельнометаллического корпуса, в котором расположены радиальные однорядные подшипники (6000 2RS) и регулируемые твердосплавные пластины (ТНВ 280). Станок оснащён двумя узлами направляющих, которые разворачивают полотно на 90 градусов, по отношению к положению полотна на шкивах, а две пластины из твёрдого сплава обеспечивают перпендикулярность реза. Отклонение от вертикали при правильной настройке твердосплавных пластин составляет 0,1 мм на 100 мм диаметра заготовки. Так же к корпусу узла направляющей крепиться кран для регулировки подачи СОЖ.
МЕХАНИЗМ ОЧИСТКИ ПИЛЫ
Представляет собой две жесткие резиновые пластины, закрепленные на металлических полуцилиндрах, которые прижимают их к ленточному полотну. Механизм установлен на том узле твердосплавных направляющих, который расположен после выхода полотна из зоны реза. Обеспечивает удаление стружки с поверхности ленточного полотна. Это необходимо для предотвращения повышенного износа рабочей поверхности шкивов и направляющих.
СИСТЕМЫ БЕЗОПАСНОСТИ ОТНОСЯЩИЕСЯ К ПИЛЬНОМУ УЗЛУ
Пильная рама снабжена крышкой, которая закрывает пилу и шкивы, обеспечивая надёжную защиту оператора в процессе работы и в случае аварийной ситуации. При открытии крышки срабатывает концевой выключатель и станок останавливается. Повторный запуск возможен только после закрытия крышки. На крышке пильной рамы имеются подвижные защитные кожухи, которые закрывают видимую часть полотна до зоны пропила. Кожухи могут регулироваться в зависимости от установленной, стойками твердосплавных направляющих, ширины пропила. Гидроцилиндр натяжения ленточного полотна комплектуется защитным выключателем, для отключения главного привода станка, при разрыве ленточной пилы.
СИСТЕМЫ КОНТРОЛЯ ОТНОСЯЩИЕСЯ К ПИЛЬНОМУ УЗЛУ
Для регулировки высоты подъема пильной рамы, в зависимости от диаметра заготовки, установлен концевой выключатель. При помощи рычага и шкалы, которая отображает диаметр заготовки легко установить высоту подъёма пилы для обеспечения минимального холостого хода при начале нового цикла. Другой концевой выключатель срабатывает в конце реза. Он останавливает пилу и даёт сигнал гидравлике на подъём пильной рамы. Во время подъёма заготовка автоматически отодвигается на несколько миллиметров назад для свободного удаления отрезанной детали. Натяжение ленточного полотна, на шкивах, контролируется при помощи глицеринового манометра, установленного на гидроцилиндре механизма натяжения.
Основание станка представляет собой цельносварной металлический короб из листового металла толщиной 6 мм, разделенный внутри на отсеки, в которых расположены: гидравлическая станция, электрический шкаф и бак для сбора смазочно-охлаждающие жидкости (СОЖ) с погружной помпой. Непосредственно на станине установлена система крепления пильной рамы с шарнирным механизмом и гидравлическим цилиндром, для вертикального перемещения рамы в процессе пиления. Так же на станине располагается система гидравлических тисков с подающими роликами. На поворотной стойке к станине крепится пульт управления.
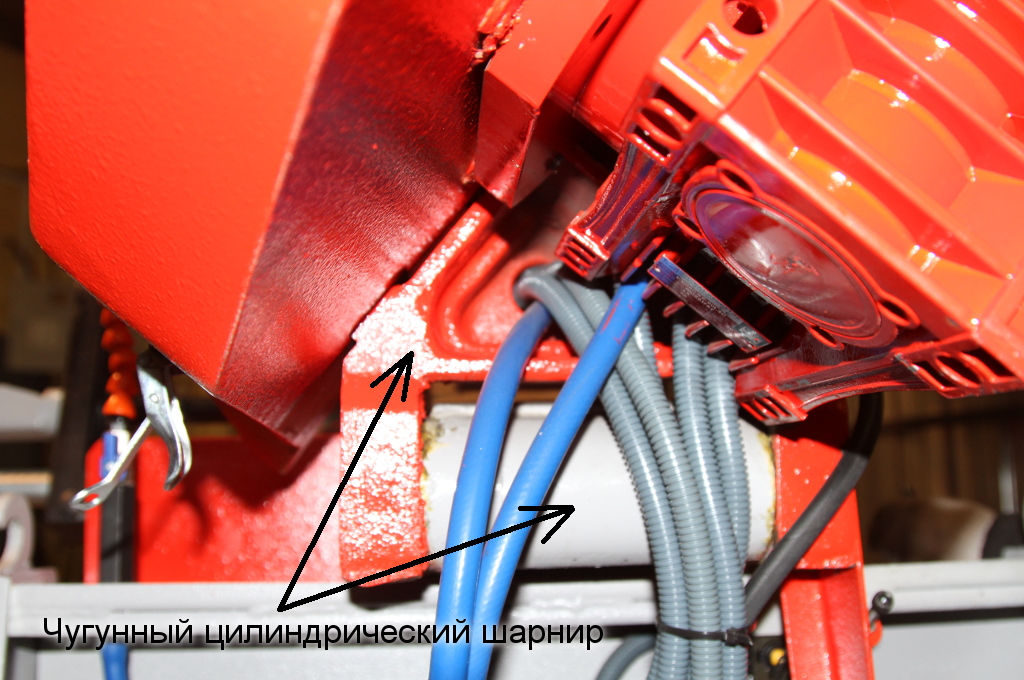
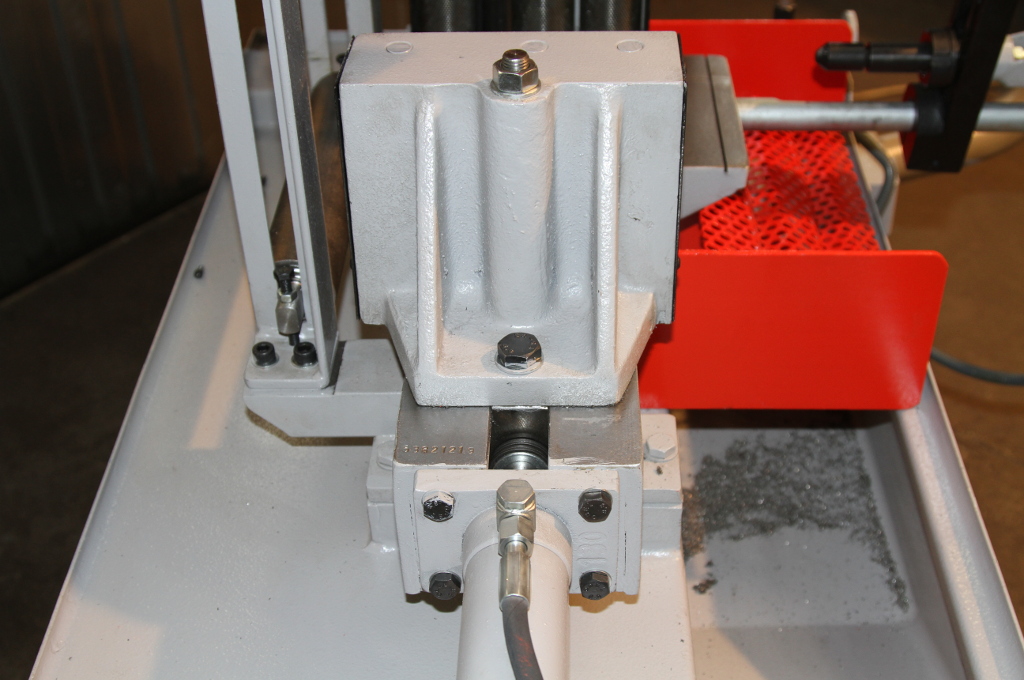
СИСТЕМА КРЕПЛЕНИЯ ПИЛЬНОЙ РАМЫ
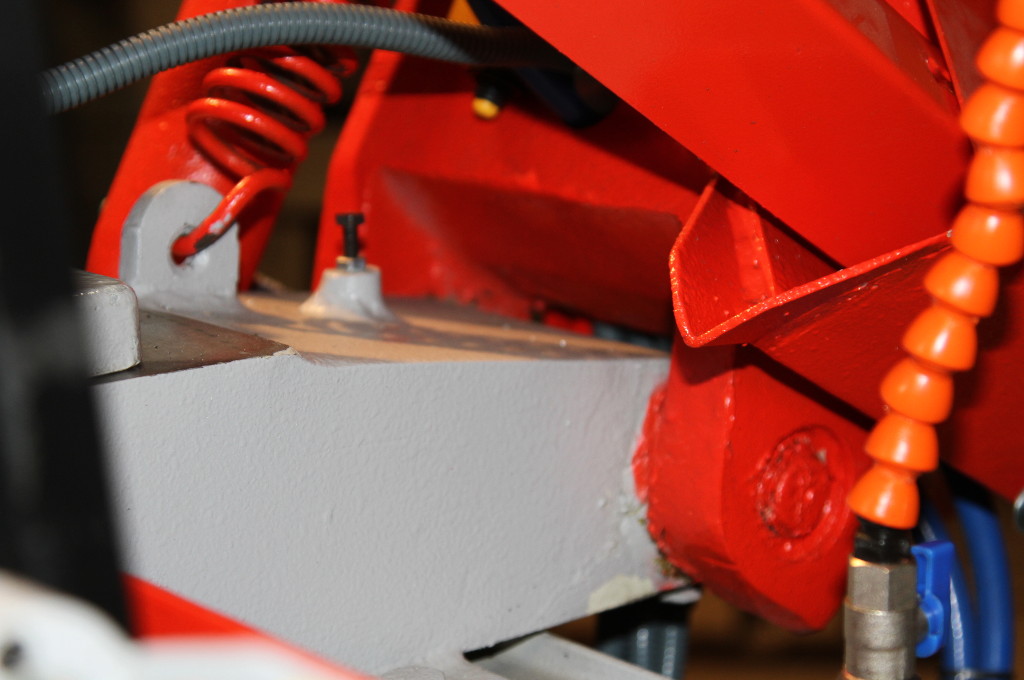
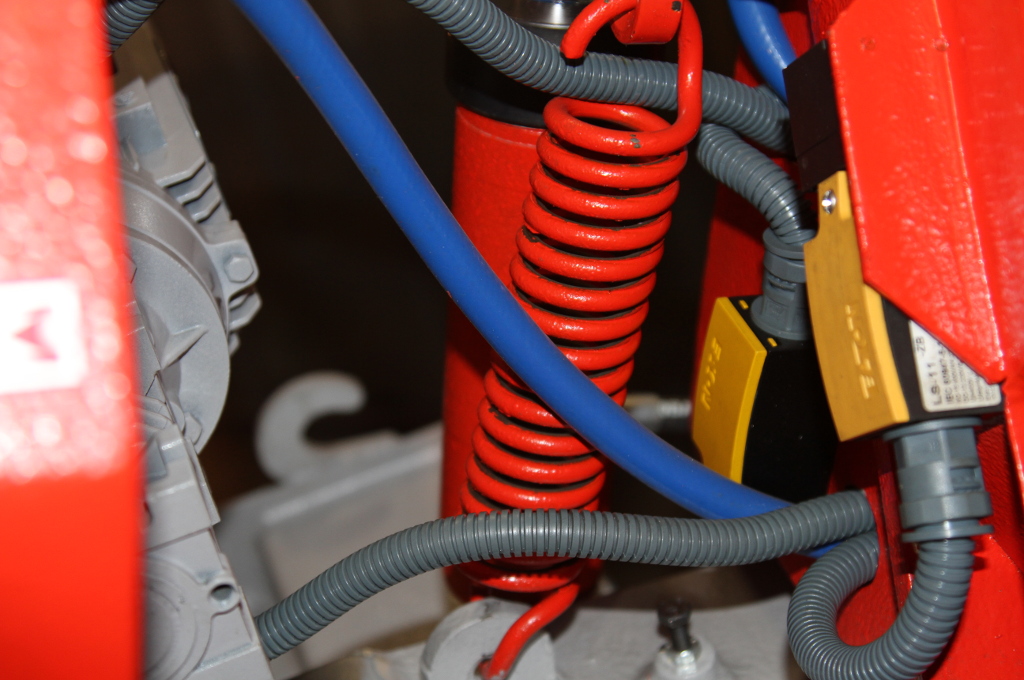
Пильная рама крепится к станине станка при помощи чугунного шарнира со стальной осью и системой подшипников. Для уменьшения вибраций во время пиления на станке установлена демпферная пружина, соединяющая пильную раму со станиной. Пружина сжимается при опускании пильной рамы (во время пиления), тем самым предотвращая нежелательные колебания ленточного полотна.
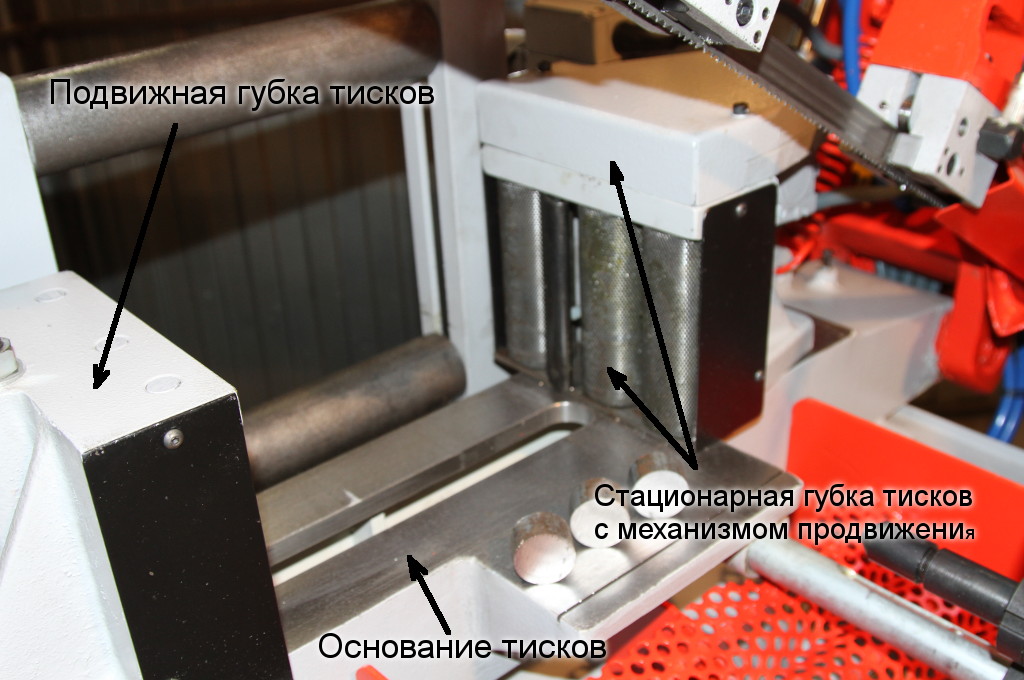
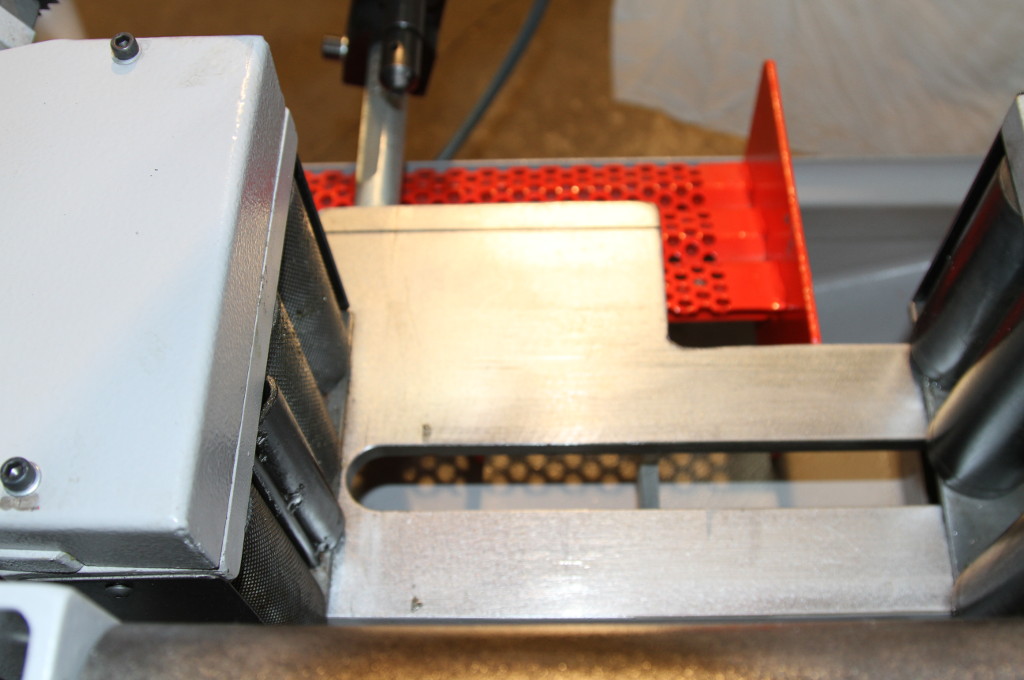
СИСТЕМА ГИДРАВЛИЧЕСКИХ ТИСКОВ
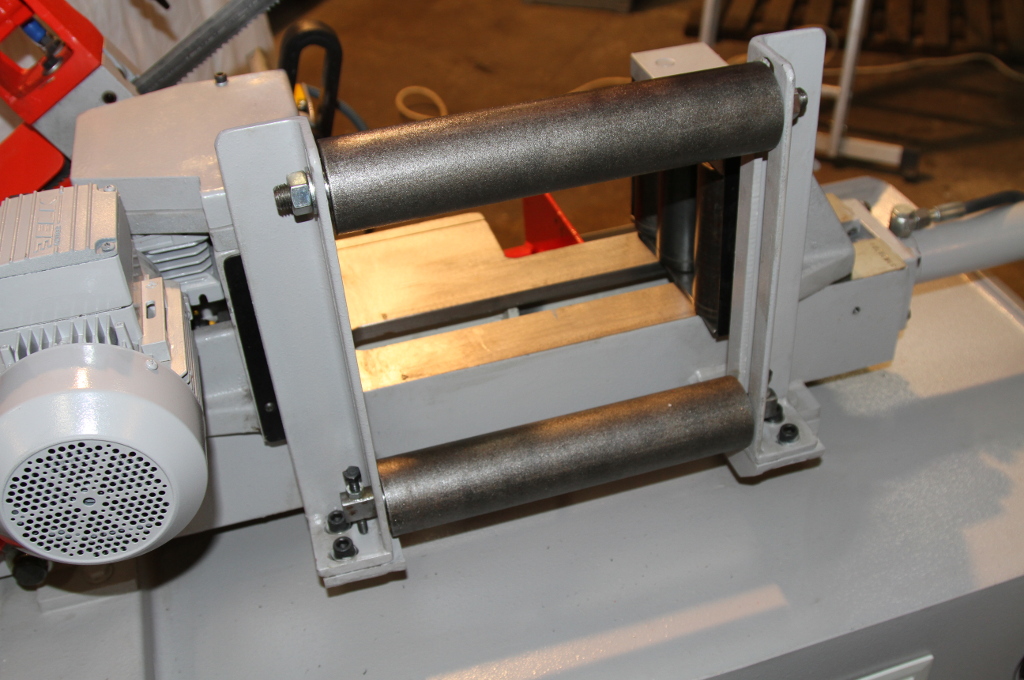
Состоит из чугунного основания, на котором закреплены две чугунные губки тисков – подвижная и стационарная. В стационарной губке размещен механизм привода заготовки, а подвижная соединена с гидравлическим цилиндром. К основанию тисков крепится рамка с горизонтально расположенным роликом, регулируемым по высоте, который служит верхним прижимом при пакетной резке заготовок. Кроме того, на основании тисков со стороны подачи заготовки установлен ролик, который облегчает подачу материала и защищает основание тисков от задиров. В тисках установлен концевой выключатель, который останавливает станок при окончании заготовки.
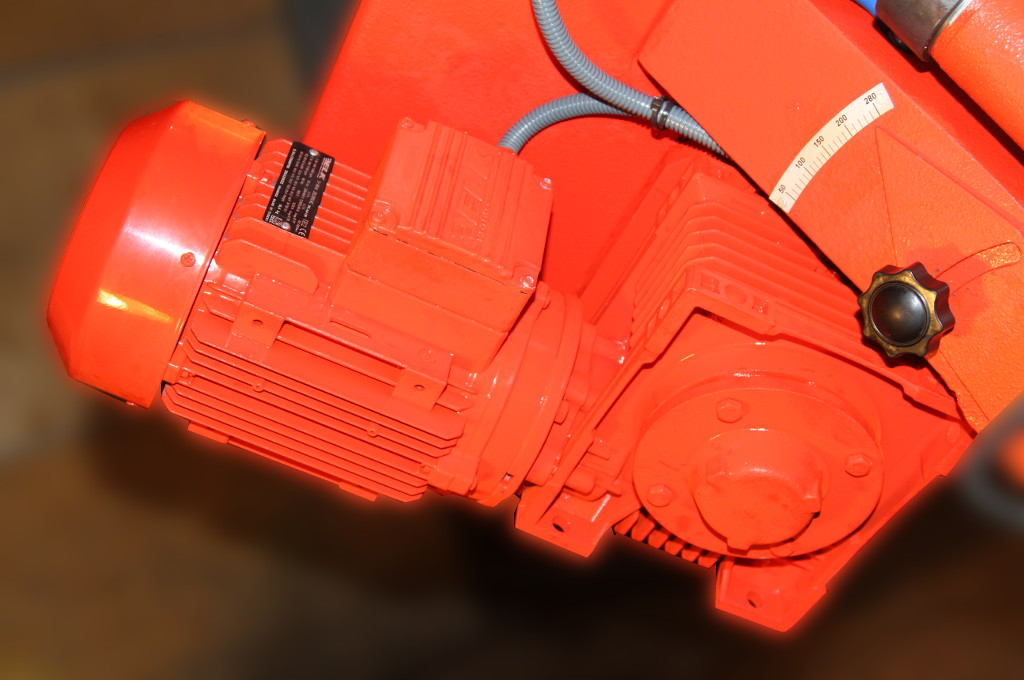
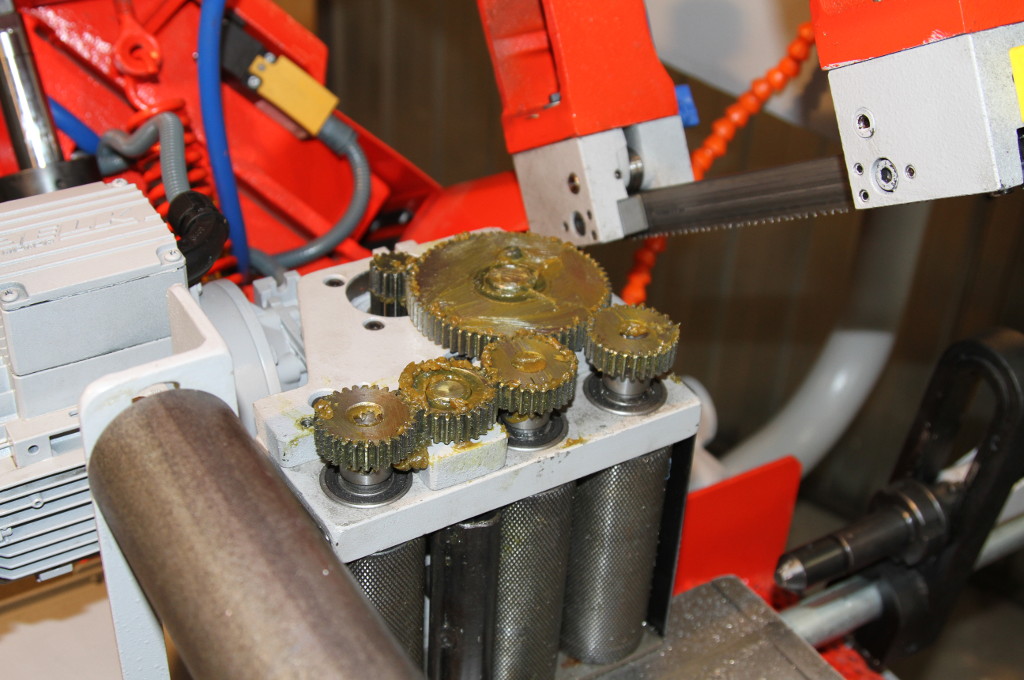
МЕХАНИЗМ ПРОДВИЖЕНИЯ ЗАГОТОВКИ
Подача заготовки осуществляется при помощи встроенных в тиски роликов с накаткой, рабочая поверхность которых упрочнена термической обработкой, что позволяет в течение многих лет сохранять надёжное сцепление с заготовкой. Все три ролика являются ведущими. Вращение на каждый ролик передаётся шестерёнчатым приводом при помощи червячного мотор-редуктора производства компании Yilmaz Redüktör модель EV040.X1-71M/4b мощностью 0.25 кВт, с передаточным отношением i=50. Такой привод позволяет протягивать заготовки массой до 1000 кг.
ГИДРАВЛИЧЕСКИЙ ЗАЖИМ ЗАГОТОВКИ
Зажим заготовок производится при помощи гидравлического цилиндра, соединенного с подвижной губкой тисков. В конце каждого реза происходит автоматический дожим тисков. Это исключает ослабление зажима заготовки в процессе пиления длинных заготовок и предотвращает их проскальзывание и проворачивание. При пилении тонкостенных заготовок возможно регулирование силы зажима при помощи редукционного гидравлического клапана на гидравлической станции станка.
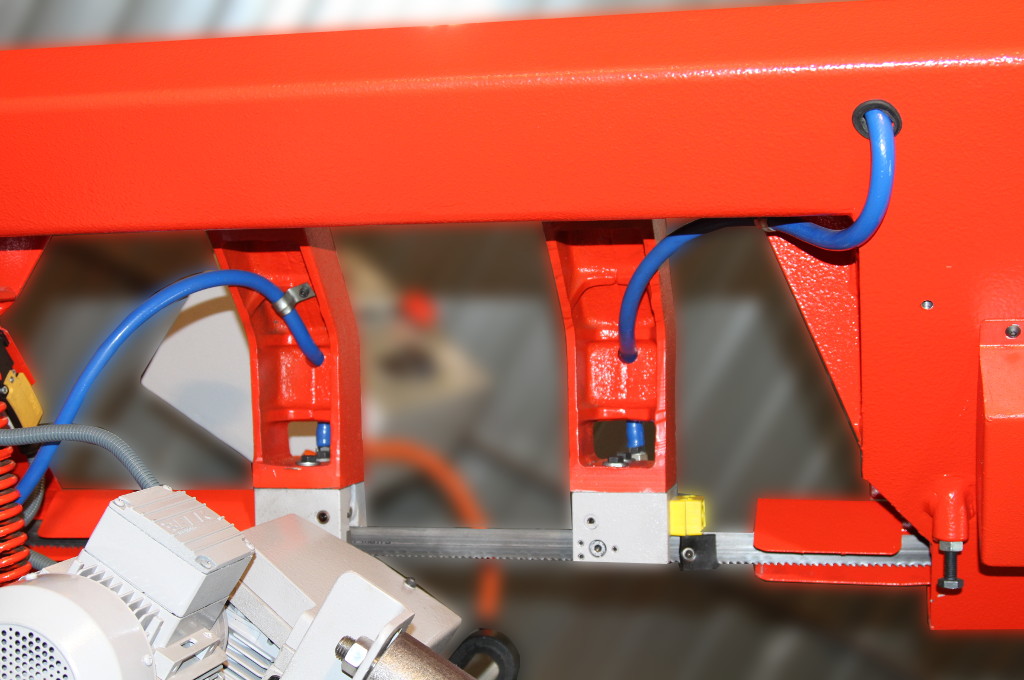
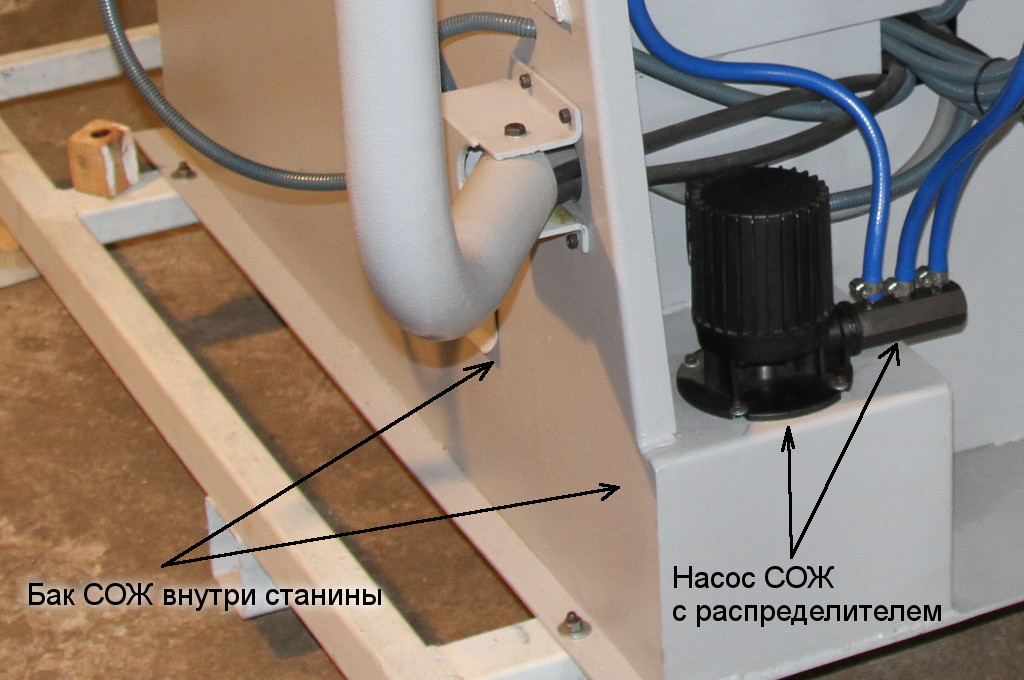
СИСТЕМА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
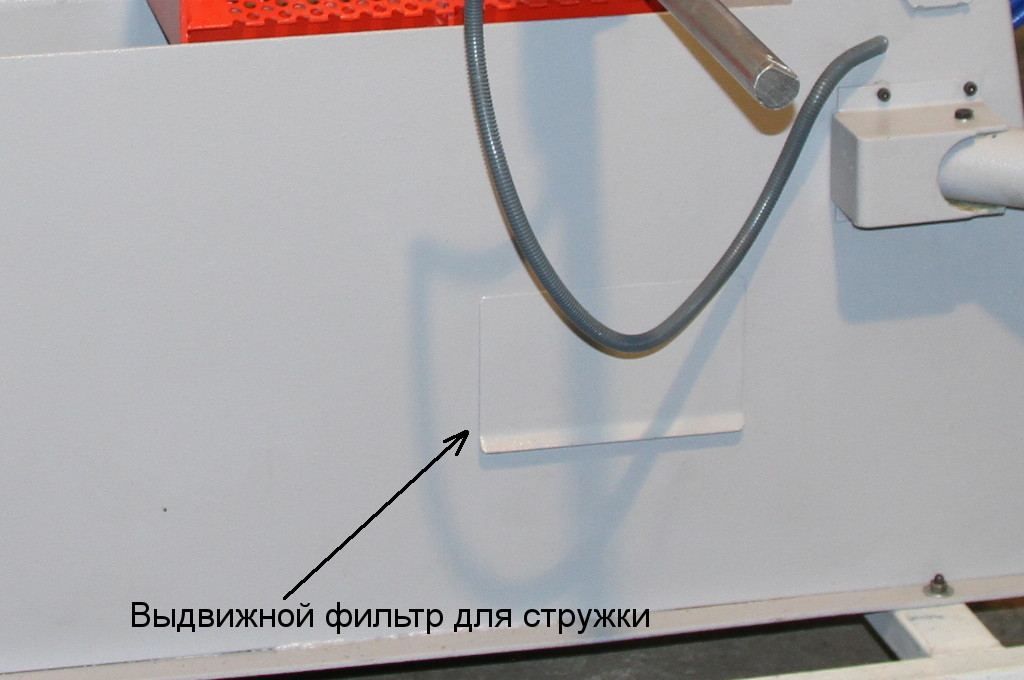
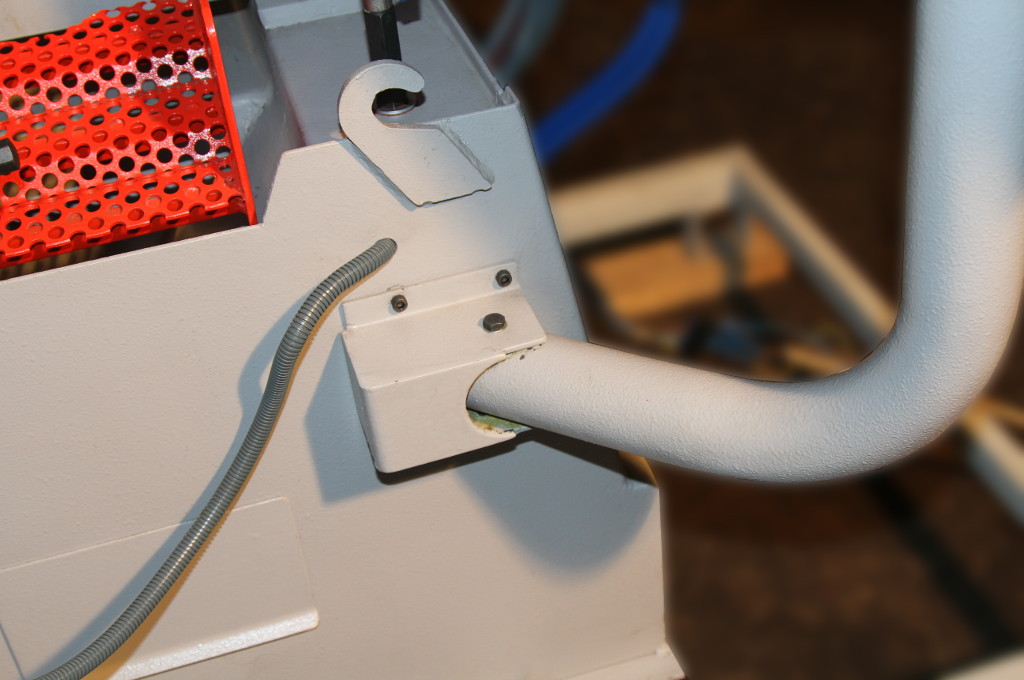
Смазочно-охлаждающая жидкость (СОЖ) насосом, установленным в резервуаре станины станка (бак СОЖ), через распределитель подаётся по коленчатому шлангу непосредственно в зону реза. Также, по гибким трубкам, от распределителя к каждой из направляющих. Распределение и объем подачи СОЖ регулируется при помощи компактных кранов, установленных на коленчатом шланге и узлах твердосплавных направляющих. СОЖ может подаваться как в автоматическом режиме (только во время пиления) так и в ручном (постоянно). Стружка, смываемая смазочно-охлаждающей жидкостью, попадает в специальный контейнер, установленный над баком СОЖ, который служит фильтром и легко чистится. Этот контейнер-фильтр, для удобства обслуживания, сделан в виде выдвижного ящика из корпуса станины. Уровень СОЖ контролируется по шкале, установленной на станине и соединенной с баком СОЖ.
СИСТЕМЫ БЕЗОПАСНОСТИ ОТНОСЯЩИЕСЯ К СТАНИНЕ
Защитный концевой выключатель установлен на двери электрического шкафа. Сама дверца электрического шкафа оснащена механическим замком с ключом. Главный выключатель станка, расположенный над дверцей электрического шкафа, предусматривает возможность использования замка для защиты от несанкционированного включения. Гидростанция станка установлена в нише станины и закрыта крышкой. Напряжение системы управления станком (пульт управления) - 24 В. На пульте управления станком установлена кнопка для аварийного останова/выключения станка с фиксацией.
СИСТЕМЫ КОНТРОЛЯ ОТНОСЯЩИЕСЯ К СТАНИНЕ
На станине имеется указатель уровня и температуры СОЖ. Контроль силы зажима заготовки в тисках осуществляется при помощи манометра, установленного на гидроцилиндре подвижной губки тисков. Уровень масла в гидравлической системе ленточнопильного станка контролируется по указателю, установленному на баке гидростанции.
Гидравлическая система ленточнопильного станка, являющаяся одной из главных систем станка задействованных в управлении процессом пиления, представлена следующими основными узлами: гидравлическая станция, гидравлический цилиндр пильной рамы, гидравлический цилиндр подвижной губки тисков, гидравлический дроссель и соединяющие их рукава высокого давления. Преимущество гидравлического привода в том, что он обеспечивает практически бесшумный и плавный ход, а также предоставляет возможность точной регулировки положения рабочего органа.
ГИДРАВЛИЧЕСКАЯ СТАНЦИЯ
Гидравлическая станция, преобразует энергию электрического привода в энергию давления рабочей жидкости, тем самым обеспечивая работу гидроцилиндров, которые, в свою очередь, приводят в движение рабочие органы (пильную раму и тиски). Она состоит из гидравлического бака, насоса с электродвигателем и монтажной плиты, с присоединённым к ней блоком клапанов. На блоке установлены обратные, редукционные и электромагнитные клапаны управления.
ГИДРАВЛИЧЕСКИЕ ЦИЛИНДРЫ
Гидроцилиндр пильной рамы является гидроцилиндром одностороннего действия. Выдвижение штока осуществляется за счёт создания давления рабочей жидкости в поршневой полости, а возврат в исходное положение от усилия под нагрузкой собственной массы пильной рамы, в штоковой полости. Гидроцилиндр тисков является гидроцилиндром двустороннего действия, поэтому в нем как при прямом, так и при обратном ходе поршня усилие на штоке создаётся за счёт давления рабочей жидкости в поршневой и штоковой полости. Гидроцилиндр тисков обеспечивает зажим и разжим заготовки в тисках. При регулировке давления на гидростанции следует иметь в виду, что при прямом ходе поршня усилие на штоке несколько больше, а скорость движения штока меньше, чем при обратном ходе, за счёт эффективной площади поперечного сечения.
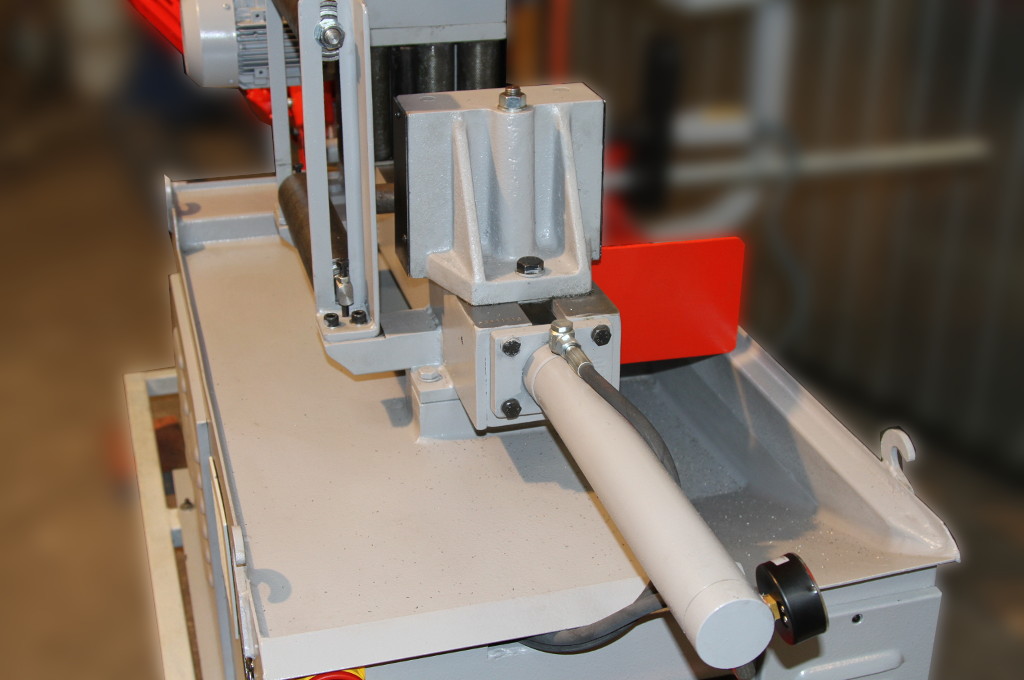
ГИДРАВЛИЧЕСКИЙ ДРОССЕЛЬ
Масло перетекающее из рабочей полости гидроцилиндра пильной рамы в бак гидравлической станции проходит через гидравлический дроссель. При помощи дросселя регулируется скорость подачи пильной рамы (опускание пильной рамы на заготовку в процессе пиления). Рама станка опускается под собственным весом. В это время гидравлический насос не работает. Гидравлический дроссель расположен на пульте управления ленточнопильным станком.
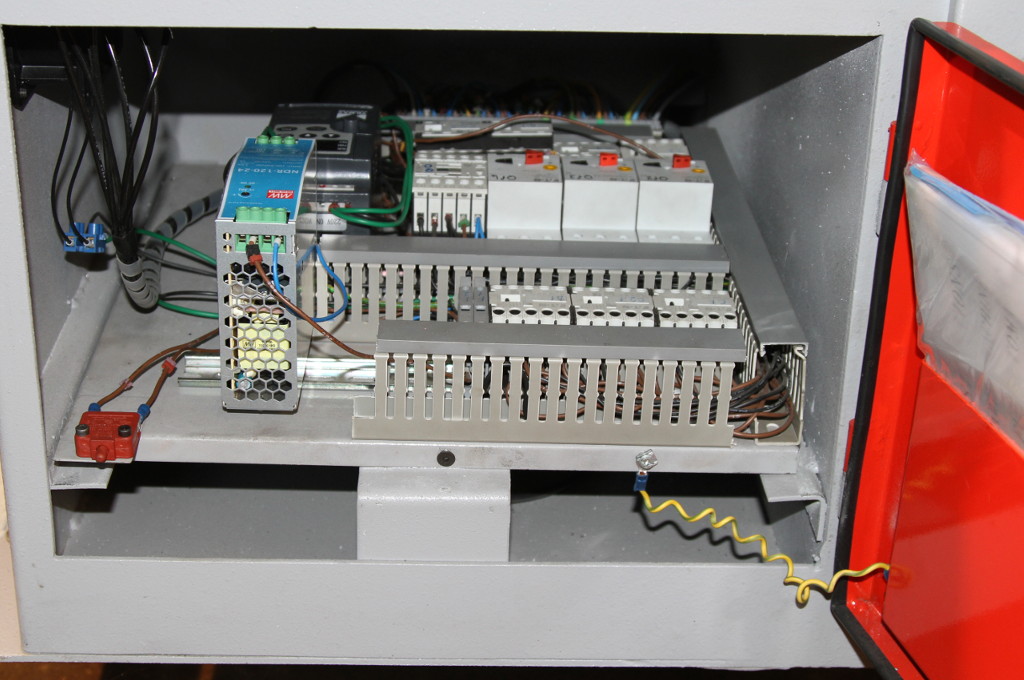
Напряжение питающей сети станка 380В. Силовая часть электрической системы состоит из четырех электродвигателей с суммарной номинальной мощностью 2.1 кВт. В электрическом шкафу установлены автоматические выключатели, контакторы, реле, частотный преобразователь и блок питания, преобразующий напряжение сети в напряжение постоянного тока 24В, которое подается на пульт управления станком. Так же в электрическую систему станка включены различные виды защитных и концевых выключателей.
| 1.5 кВт — 1500 об/мин. |
| Трехфазный асинхронный двигатель с короткозамкнутым ротором. |
| 0.25 кВт — 1500 об/мин. |
| Трехфазный асинхронный двигатель с короткозамкнутым ротором. |
| 0.25 кВт — 1500 об/мин. |
| Трехфазный асинхронный двигатель с короткозамкнутым ротором. |
| 0.09 кВт — 3000 об/мин. |
| Трехфазный асинхронный двигатель с короткозамкнутым ротором. |
ЭЛЕКТРИЧЕСКИЙ ШКАФ
Размещен в специальной нише станины. Дверца электрического шкафа оснащена механическим замком и защитным концевым выключателем. На внутренней стороне дверцы шкафа предусмотрен карман для хранения технической документации. Внутри шкафа находится панель, на которой установлены автоматические выключатели, контакторы, реле и блок питания. Панель закреплена на направляющих, которые позволяют выдвигать её для удобного доступа к каждому элементу. Электрический шкаф оборудован вентилятором для охлаждения и фильтром для очистки поступающего воздуха.
ПУЛЬТ УПРАВЛЕНИЯ
Напряжение 24В постоянного тока. Пульт управления станком крепиться к станине при помощи поворотной стойки, что обеспечивает удобство управления при работе и обслуживании. Кнопки и переключатели, расположенные на панели управления, имеют интуитивно понятную графическую маркировку. При помощи пульта возможно регулировать скорость и подачу ленточного полотна, устанавливать количество циклов резки, позиционировать заготовку в тисках, изменять режимы пиления и подачи СОЖ. Так же на пульте установлена кнопка для аварийного останова/выключения станка, с фиксацией.
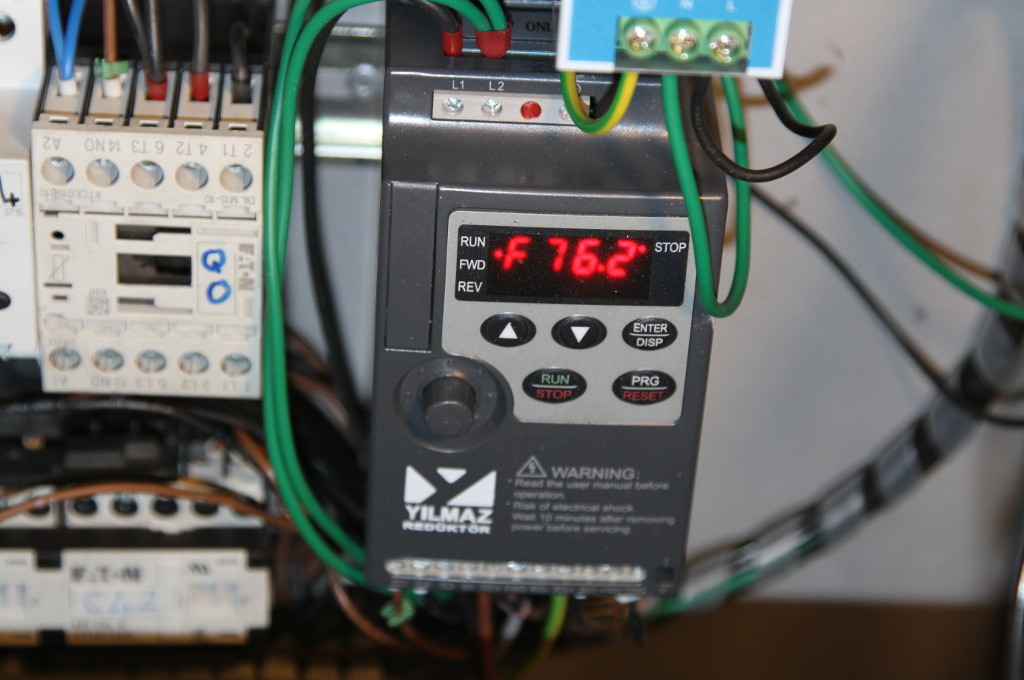
ЧАСТОТНЫЙ ПРЕОБРАЗОВАТЕЛЬ
Регулирует частоту вращения электродвигателя главного привода ленточной пилы, обеспечивает его плавный пуск и остановку. Частотный преобразователь расположен в электрическом шкафу станка и тем самым защищен от случайного механического повреждения. Регулировка скорости пильного полотна задаётся дистанционно при помощи соединенного с частотным преобразователем цифрового регулятора мощности, расположенного на панели управления. Скорость ленточного полотна варьируется в пределах от 20 до 100 метров в минуту.
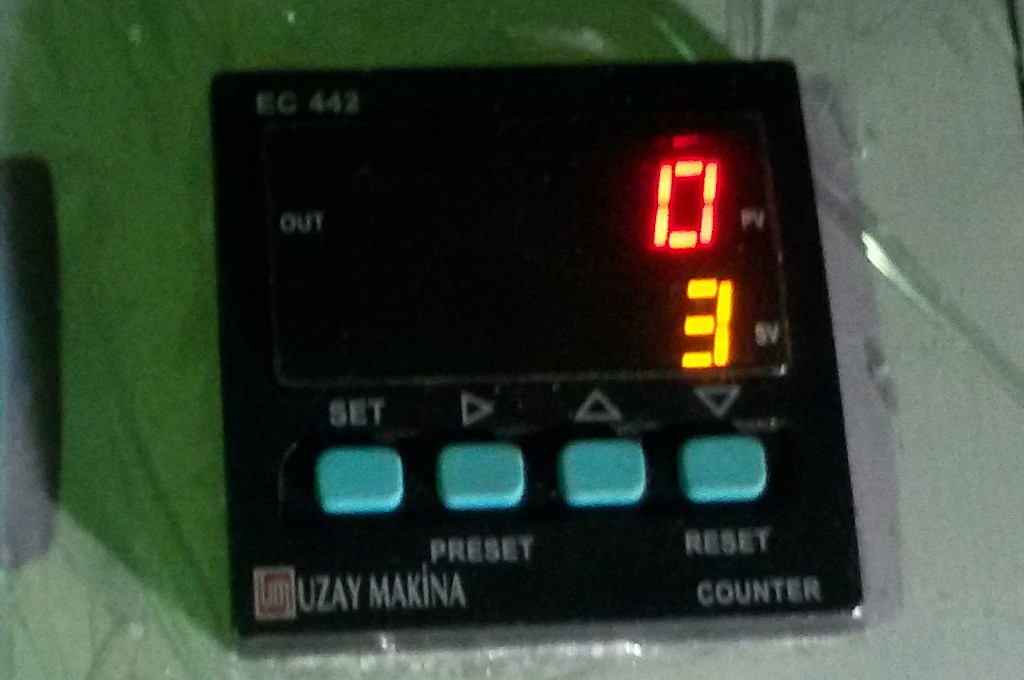
РЕГУЛЯТОР СКОРОСТИ ПИЛЫ
Представляет собой цифровой регулятор мощности, который посредством аналогового сигнала, передаваемого на частотный преобразователь, управляет скоростью вращения ротора электрического двигателя главного привода станка. Фактически это дистанционный пульт управления частотным преобразователем. Имеет 4-хзначный светодиодный дисплей с красной индикацией, три световых индикатора состояния («включено», «ошибка», «программирование») и три кнопки управления («переход в режим программирования», «увеличить», «уменьшить»).
СЧЕТЧИК РЕЗОВ
Это установленный на пульте управления цифровой программируемый счетчик импульсов. Используется для подсчёта количества циклов пиления. Каждый цикл состоит из включения главного привода, подачи пилы (процесса пиления), подъема пильной рамы в конце реза и продвижения заготовки до концевого выключателя на стержневом упоре. После завершения цикла счетчик уменьшает заданное количество резов на единицу и подает сигнал на повтор. Обратный отсчет происходит до нулевого значения, на дисплее счетчика, после этого станок останавливается.
На станок, для отрезки заготовок необходимого размера, в качестве вспомогательного оборудования устанавливается стержневой упор с регулируемым концевым выключателем. Так же, в базовой комплектации, вместе со станком поставляется роликовый конвейер.
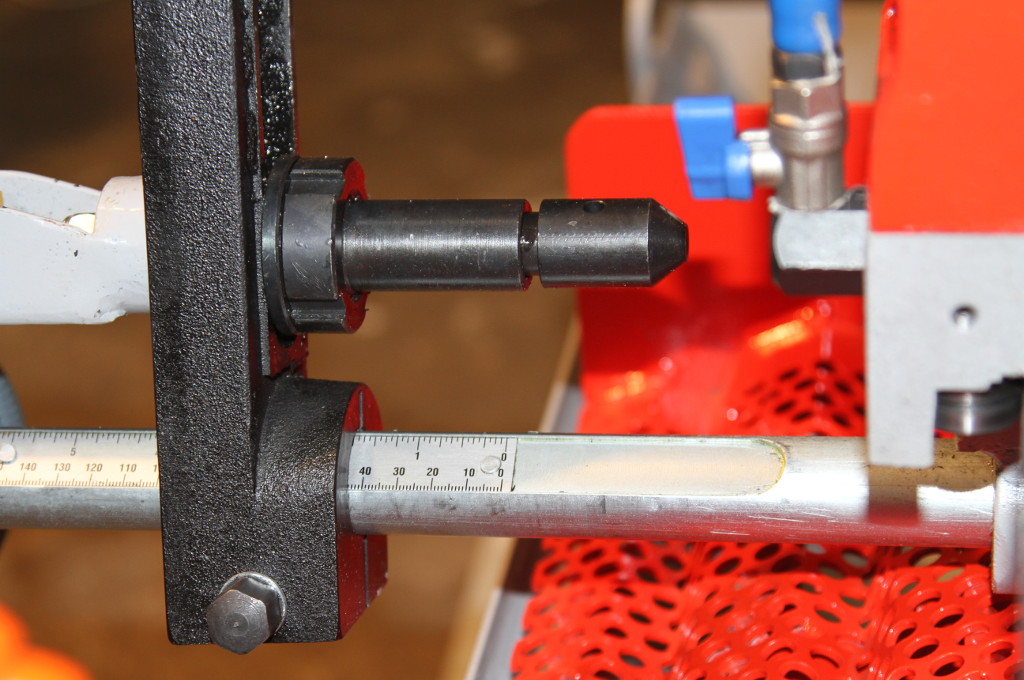
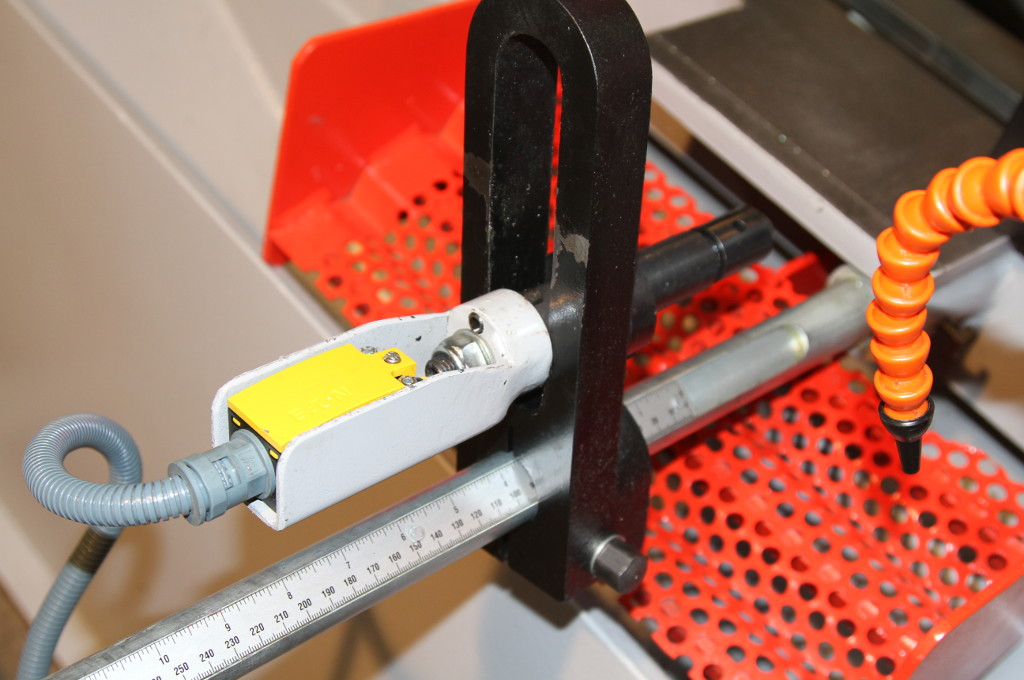
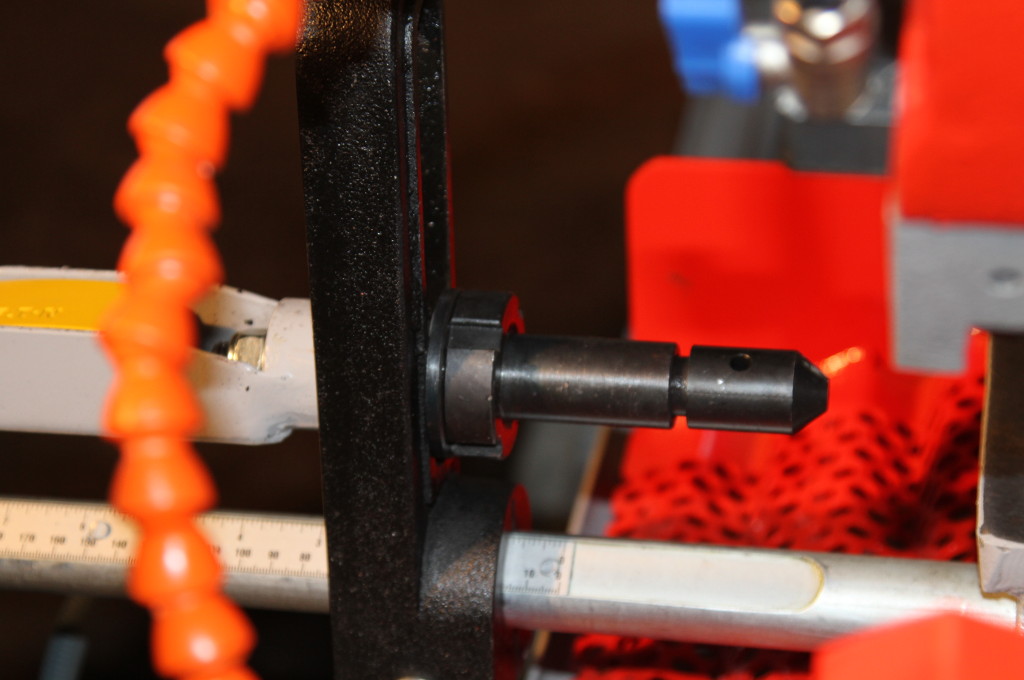
МЕРНЫЙ СТЕРЖНЕВОЙ УПОР
Для регулировки длины отрезаемых заготовок на станке предусмотрен мерный упор. Он представляет из себя стержень круглого сечения длиной 800 мм., на поверхность которого нанесена измерительная шкала с ценой деления равной 1мм и верхним пределом 500 мм. На стержневом упоре установлен регулируемый концевой выключатель. Таким образом длина отрезаемой заготовки регулируется посредством перемещения концевого выключателя по оси стержневого упора. Так же предусмотрена регулировка концевого выключателя, в зависимости от диаметра отрезаемой заготовки.
РОЛИКОВЫЙ КОНВЕЙЕР
В комплекте имеется роликовый конвейер (рольганг) длиной 1200 мм и грузоподъёмностью до 500 кг. Рама рольганга выполнена из гнутого швеллера №6. Ролики изготовлены из толстостенной трубы диаметром 65 мм и толщиной стенки 5 мм. Вращение роликов происходит за счет шариковых однорядных подшипников с защитными металлическими шайбами. Шаг роликов 230 мм. Опоры рольганга регулируются по высоте, что позволяет компенсировать возможные неровности пола. Рольганг разборный.
На данной модели станка, в качестве механизма удаления стружки, может использоваться шнековый транспортёр. Он устанавливается на станине непосредственно под зоной реза и представляет собой металлический жёлоб, сваренный из листового металла, внутри которого вращается вал с лопастями (шнек). На концах вал опирается на подшипники качения и соединён с мотор-редуктором через муфту. При вращении шнека, стружка по наклонному желобу поднимается вверх и через окно в нижней части желоба попадает в откатной контейнер. |
| Цена: по запросу |
Данная система разработана как более функциональная альтернатива системы полива режущего инструмента смазочно-охлаждающей жидкостью (СОЖ). В микронайзерах в качестве СОЖ используется специальное масло, которое в очень малом количестве распыляется под большим давлением на режущий инструмент в виде мелкодисперсной воздушно-масляной смеси. При этом на рабочей поверхности режущего инструмента образуется прочная микроскопическая пленка, обеспечивающая очень высокие смазывающие свойства. Масляная пленка практически полностью расходуется на поглощение тепла, не образуя при этом каких-либо запахов или испарений. Расход масла в процессе работы очень низкий и составляет в среднем 50 мл./час. Станок, деталь и стружка остаются сухими и чистыми. Распыление происходит в тактовом режиме. Система не требует какого-либо обслуживания в процессе эксплуатации. Для работы системы необходим только осушенный сжатый воздух давлением 4-7 бар. Преимущества систем микросмазывания: повышение ресурса режущего инструмента, сухая стружка, сухое оборудование, экономичность, экологичность. |
| Цена: по запросу |
В качестве дополнительного оборудования мы предлагаем приобрести роликовый конвейер (рольганг) длиной 2000 мм и грузоподъёмностью до 2000 кг. Используется для перемещения и поддержания грузов. Рама и ножки рольганга изготовлены из горячекатаного швеллера №8. На ножки установлены винтовые регулируемые опоры. Ролики выполнены из бесшовной трубы Ø87 мм с толщиной стенки 5 мм. Шаг роликов 230 мм. Грузоподъёмность каждого ролика составляет 300 кг. Ось ролика изготовлена из прутка Ø20 мм. Используются подшипники закрытого типа с металлическими защитными шайбами. Ось ролика крепится к раме гайками М16. |
| Цена: по запросу |